


| 编织工艺 | 电焊 |
|---|---|
| 材料 | PVC |
| 材质 | 0Cr19Ni9 |
| 产地 | 安平 |
| 刀长 | 15mm |
| 规格 | 2*1*1 |
| 过滤精度 | 40μm |
| 孔径 | 10mm |
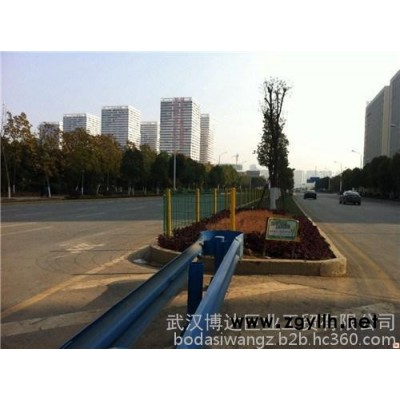
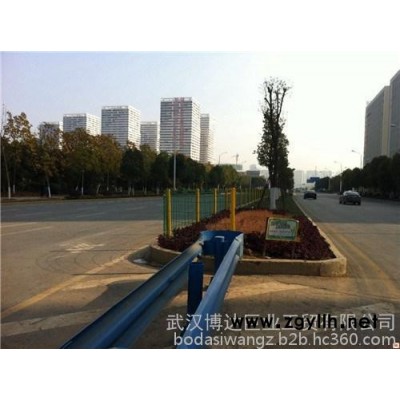
| 类型 | 波浪形护栏网 |
| 目数 | 100目 |
| 认证 | CCC |
| 使用温度 | 0-45(℃) |
| 适用范围 | 窗 |
| 丝径 | 0.4mm |
| 网宽 | 0.914m |
| 销售方式 | 博达兴业 |
| 用途 | 多种用途 |
| 执行质量标准 | 国标 |
| 贸易属性 | 外贸原单 |
| 最大压差 | 45Mpa |
| 心线直径 | 10mm |
| 刀宽 | 10mm |
| 刀间 | 10mm |
| 刀片厚度 | 25mm |
| 网长 | 10m |
| 发货期限 | 10天 |
| 品牌 | 博达兴业 |
| 加工定制 | 否 |
| 打样周期 | 1-2天 |
| 表面处理工艺 | 包塑 |
设置原则
折叠路侧护栏
(1)车辆驶出路外有可能造成二次特大事故的路段必须设置路侧护栏。
(2)凡符合下列情况之一、车辆驶出路外有可能造成单车特大事故或二次重大事故的路段必须设置路侧护栏:
①二级及以上等级公路边坡坡度和路堤高度在规定范围之内的路段;
②路侧有江、河、湖、海、沼泽、航道等水域的路段。
(3)凡符合下列情况之一、车辆驶出路外有可能造成重大事故的路段,应设置路侧护栏:
①二级及以上等级公路边坡坡度和路堤高度在规定范围以内的路段;
②高速公路、一级公路路侧安全净区内设有车辆不能安全穿越的照明灯、摄像机、可变信息标志、交通标志、路堑支撑壁、声屏障、上跨桥梁的桥墩或桥台等设施的路段;
③二级及以上等级公路路侧边沟无盖板、车辆无法安全穿越的挖方路段
④三、四级公路路侧有悬崖、深谷、深沟等的路段。
(4)凡符合下列情况之一、经论证车辆驶出路外有可能造成一般或重大事故的路段宜设置路侧护栏:
①二级及以上等级公路边坡坡度和路堤高度在规定区内的路段,三、四级公路边坡坡度和路堤高度在规定区内;
②二级及以上等级公路纵坡大于或等于现行《公路工程技术标准》(JTG BOI )规定的纵坡值的下坡路段和连续长下坡路段;
③二级及以上等级公路平曲线半径小于现行《公路工程技术标准》(JTG BO1)一般半径的路段外侧;
④在高速公路、一级公路用地范围内存在粗糙的石方开挖断面、高出路面30cm以上的混凝土基础、挡土墙或大孤石等障碍物时;
⑤高速公路、一级公路互通式立体交叉出口匝道的三角地带及匝道刁伴径圆曲线夕随」。
(5)根据车辆驶出路外有可能造成的交通事故等级,应按规定选取路侧护栏的防撞等级。因公路线形、运行速度、填土高度、交通量和车辆构成等因素易造成更严重碰撞后果的路段,应在规定的基础上提高护栏的防撞等级。
( 6)路侧护栏设置长度应符合相关的规定,相邻两段路侧护栏的间距小于规定的长度时宜连续设置。

热浸镀锌的工艺流程
1、酸洗前检查处理 检查铁艺工件是否具备本厂镀锌的工艺孔(排气、出入锌夜、吊挂),铁艺工件表面的锈蚀程度,表面覆盖物能否被盐酸除去(如有油漆、油脂等应采用火烧、打磨、碱洗等法除去)。
2、脱脂(碱洗) 配有加热设备,消除铁艺工件表面的油脂、涂料等。
3、水洗 清除铁艺工件表面的碱水及附着物。
4、酸洗 除去铁锈、氧化皮等其它表面覆盖物
5、酸洗后检查处理: 酸洗效果是否理想,如酸洗不充分,再次酸洗,如果酸洗前处理不彻底,需重新处理后再次酸洗。
6、水洗 除去铁艺工件表面的酸水及其它附着物
7、上助镀剂 再次清洗工件表面,保证表面在镀锌之前不在生锈。
8、烘干 提高铁艺工件温度,避免铁艺表面水分过多。
9、热浸锌 工件浸泡于440℃-470℃熔融的锌液中,达到一定时间后提出,铁艺工件表面被获得一层锌铁合金层和纯锌层镀层。
10、钝化 提供工件表面抗大气的腐蚀性能,减少或延长白锈出现的时间。
铁艺护栏11、冷却 防止工件激冷回缩,产生集体组织开裂。
12、精整 清除锌瘤及附着在镀层表面的锌灰
13、检验 镀层的检验和测定,工件的外观检查。

中央分隔带护栏
(1)当整体式断面中间带宽度小于或等于12m时,必须设置中央分隔带护栏;大于12m时,应分路段确定是否设置中央分隔带护栏。
( 2)公路采用分离式断面时,行车方向左侧应按路侧护栏设置;上、下行路基高差大于2m时,可只在路基较高的一侧按路侧护栏设置。
(3)高速公路和禁止车辆掉头的一级公路中央分隔带开口处,必须设置活动护栏。
(4)根据车辆驶人对向车道有可能造成的交通事故等级,应按规定选取中央分隔带护栏的防撞等级。因公路线形、运行速度、填土高度、交通量和车辆构成等因素易造成更严重碰撞后果的路段,应在规定基础上提高护栏的防撞等级。

